| 【1】ノギス、マイクロメーター、シリンダゲージによる試料測定。 |
(制限時間20分) |
| |
(参考写真1-1) |
|
| ※ 準備されている試料 |
| (ア) |
試料A |
| (イ) |
試料B |
| ※ 準備されている測定器 |
| (ア) |
外側マイクロメーター 0-25mm |
| (イ) |
外側マイクロメーター 25-50mm |
| (ウ) |
M型ノギス 150mm |
| (エ) |
シリンダーゲージ 25mmセット |
| (オ) |
ブロックゲージ 10mm |
| (カ) |
ブロックゲージ 25mm |
| (キ) |
リングゲージ 25mm |
|
 |
| 参考写真1-1 |
|
| (1) |
ブロックゲージをセーム皮で清掃する。 |
| (2) |
外側マイクロメーターの測定面をセーム皮で清掃する。 |
| (3) |
0-25mm外側マイクロメーターで目盛りを0にあわせ、零点確認を行う。
なお、マイクロメーターで測定するときはラチェットを最低2~3回は回すこと。 |
| (4) |
25-50mm外側マイクロメーターで25mmブロックゲージを測定し、0点を確認する。 |
|
|
|
| (1) |
(図1-1)に示すノギスの測定面をセーム皮で清掃する。
 |
| 図1-1 |
|
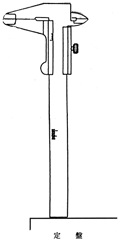 |
| 図1-2 |
|
| (2) |
目盛りを0にあわせジョウとくちばしを光にかざし、すき間から光のもれがないことにより0点を確認する。 |
| (3) |
(図1-2)のようにデプス部を定盤に当て、目盛が0になっていることを確認する。
|
|
|
|
| (1) |
シリンダーゲージの測定子をセーム皮で清掃する。 |
 |
| 図1-3 |
|
| (2) |
リングゲージ内径部をセーム皮で清掃する。 |
| (3) |
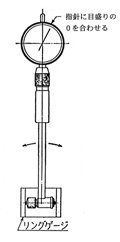
シリンダーゲージの測定子をリングゲージへ入れる。このとき測定子の可動部側を先に接触させ、押し込みながら固定部をゲージへ入れる。 |
| (4) |
(図1-3)のようにシリンダーゲージを左右に傾けて指針が時計方向で最大となるところが基準直径25.000mmなので目盛り板を0にあわせる。
(参考資料1-2)
 |
| 参考資料1-2 |
|
|
| (5) |
リングゲージからシリンダーゲージを外す。このとき、シリンダーゲージ測定子可動部のバネでショックを与えないようにするため、可動部側をリングゲージに押し当て、先に固定部から外す。 |
|
|
|
|
| (1) |
試料A、Bをガーゼで清掃する。 |
|
| (2) |
試料Aの指定個所を0-25mm外側マイクロメーター、25-50mmマイクロメーターにより寸法測定する。
(参考写 真1-3)
このとき0.001mm単位を目分量で読む。
測定するとき、試料を転倒させたり測定器具を落下させないように注意する。
測定しやすいようにウエスやガーゼのうえに試料を安定した状態で置いても よい。 |
 |
| 参考写 真1-3 |
|
| (3) |
試料Bの指定個所をノギスにより測定する。穴の深さはデプス部を使用する。読み取り単位 は0.05mmである。
(参考写真1-4) |
 |
| 参考写真1-4 |
|
| (4) |
試料Bの指定個所をシリンダーゲージで測定する。シリンダーゲージの扱いは零点確認の時と同様、シリンダーゲージにショックを与えないように注意する。
シリンダーゲージを左右に動かし、指針が時計方向で最大に振れたときの値を読み取る。(図1-4)のように目盛り板の0点に対し、指針が右に振れたときは基準寸法25.000mmから読み取り目盛り分をマイナスし、逆に左に振れたときはプラスする。このとき、0.001mm単位
を目分量で読む。
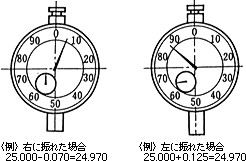 |
| 図1-4 |
|
|
| (5) |
測定が完了したら測定器を最初の状態にもどし、試料も整理して指定個所に 片付ける。 |
|







