丂
丂
丂
丂
傕偺偯偔傝
恖嵽僨乕僞儀乕僗
巜摫偟偰偄偨偩偔
曽偺偨傔偵
懱尡丒弌慜庼嬈丄
幚廗
楙廗壽戣
晹昳 (1) 僆僗偺峴掱
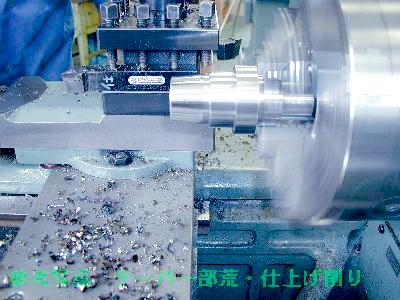
仸幨恀偼丄僋儕僢僋偡傞偲戝偒偄僒僀僘偱偛棗偵側傟傑偡
亂俙亃僗僩儗亅僩晹懁偺峳嶍傝
乮巊梡帪娫丂俉暘乯
丂
乮嶲峫幨恀侾乯
丂(1)
曅恘僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審傪寛掕偡傞丅
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
愗傝崬傒検
俁倣倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
(3)
係俆偺栚埨傪曅僶僀僩偱寛掕偡傞丅
(4)
冇係侽丏俆亊係俆偵愗嶍偡傞丅
(5)
抂柺偺怗傟偺傒愗嶍偡傞丅
嶲峫幨恀侾
亂俛亃冇俁侽亊俀俆峳嶍傝
乮巊梡帪娫丂俉暘乯
冇係侽亊俀侽峳嶍傝
丂(1)
曅恘僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審傪寛掕偡傞丅
(3)
冇俁侽丏俆亊俀俆偺悺朄偵嶍傞丅
(4)
冇俆俆丏俆亊俀侽偺悺朄偵嶍傞丅
(5)
俁抜偺奜宎傪僲僊僗偱丄挿庤曽岦悺朄傪僗働亅儖偱妋擣
(6)
俁儢強偺妏晹傪儎僗儕偱柺庢傝傪偡傞丅
(7)
嵽椏傪庢傝奜偡丅
亂俠亃偮偐傒懼偊
乮巊梡帪娫丂俆暘乯
僠儍僢僉儞僌傪偡傞丅
抂柺嶍傝
丂(1)
冇俆俆丏俆偺嵍抂柺偐傜岺嶌暔偺塃抂柺傑偱偺悺朄傪僲僊僗偱應掕偡傞丅
(2)
摨晹傪俇俆亄侽丏俀乣亄侽丏侾俆偵嶍傞丅
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
愗傝崬傒検
俁倣倣
憲傝懍搙
庤憲傝
亂俢亃奜宎抜晅偗峳嶍傝
乮巊梡帪娫丂侾侽暘乯
丂(1)
曅恘僶僀僩偱嵍恾偺峴掱弴偵峳嶍傝傪偡傞丅
(2)
挿偝偺寛掕偼丄曅僷僗偱峴偄曅恘僶僀僩偱偁傜偐偠傔丄報傪奜宎晹偵晅偗偰偍偔丅
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
愗傝崬傒検
俁倣倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
庡幉夞揮悢
俇俆侽倰倫倣
愗傝崬傒検
俀倣倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
庡幉夞揮悢
俈俆侽倰倫倣
愗傝崬傒検
侾丏俆倣倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
(3)
僲僊僗偱妋擣偡傞丅
亂俤亃偮偐傒懼偊
乮巊梡帪娫丂丂侾暘乯
奜宎冇係侽丏俆晹傪僠儍僢僉儞僌偡傞丅
丂(1)
侾俆倣倣偺嵍懁抂柺偵巇忋偘梡偺曅恘僶僀僩偑擖傞僗儁亅僗傪嶌傞丅
丂
亂俥亃冇俆俆晹僣僶嵍懁柺巇忋偘嶍傝
乮巊梡帪娫丂丂俆暘乯
丂(1)
嵍曅恘僶僀僩傪庢傝晅偗傞
(2)
愗嶍忦審傪寛傔傞丅
婎弨
丂
丂
庡幉夞揮悢
俋俆侽倰倫倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
(3)
懁柺傪侽丏侾俆乣侽丏俀倣倣嶍傞丅
(4)
巇忋偘柺掱搙傪妋擣偟丄悺朄傪應掕偡傞丅
丂
亂俧亃挿庤悺朄偺巇忋偘嶍傝
乮巊梡帪娫丂丂俋暘乯
丂
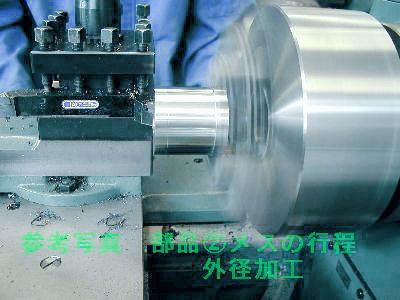
乮嶲峫幨恀俀乯
丂(1)
塃曅恘巇忋偘僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審偼俥偲摨偠
(3)
冇俆俆晹僣僶侾俆倣倣傪巇忋偘傞丅
(4)
冇係俆晹抂柺俀侽倣倣傪巇忋偘傞丅
(5)
僥亅僷晹偺抂柺俁侽倣倣傪巇忋偘傞丅
嶲峫幨恀俀
亂俫亃奜宎巇忋偘嶍傝
乮巊梡帪娫丂丂俋暘乯
丂
乮嶲峫幨恀俁乯
丂(1)
塃曅恘巇忋偘僶僀僩偱冇俆俆晹傪巇忋偘傞丅
(2)
塃曅恘巇忋偘僶僀僩偱冇係俆晹傪巇忋偘傞丅
(3)
塃曅恘巇忋偘僶僀僩偱冇係侽晹傪巇忋偘傞丅
婎弨
丂
丂
庡幉夞揮悢
俋侽侽乣侾俆侽侽倰倫倣
愗傝崬傒検
侽丏侾乣侽丏侾俆倣倣
憲傝懍搙
侽丏侽俆乣侽丏侽俈倣乛倰倕倴
(4)
奺悺朄偛偲偵儅僀僋儘儊亅僞偱丄悺朄傪妋擣偟側偑傜嶍傞丅
嶲峫幨恀俁
亂俬亃僥亅僷晹峳丒巇忋偘嶍傝
乮巊梡帪娫丂丂俉暘乯
丂
乮嶲峫幨恀係乯
丂(1)
暅幃恘暔戜慁夞戜偺僫僢僩傪備傞傔丄俆亱係俁亶慁夞偝偣丄屌掕
(2)
塃曅恘僶僀僩偱彫宎晹傪冇俁俆丏俆傑偱峳嶍傝傪偡傞丅
婎弨
丂
丂
庡幉夞揮悢
俆俈侽倰倫倣
愗傝崬傒検
侾乣俀倣倣
憲傝懍搙
庤憲傝乮侽丏俀倣倣乯
(3)
塃曅恘巇忋偘僶僀僩傪僙僢僩偡傞丅
(4)
愗嶍忦審傪寛傔傞丅
婎弨
丂
丂
庡幉夞揮悢
俋俆侽乣侾俆侽侽倰倫倣
愗傝崬傒検
侽丏侾乣侽丏俀倣倣
憲傝懍搙
庤憲傝乮侽丏侽俆倣倣乯
(5)
僥亅僷晹傪巇忋偘嶍傝傪偡傞丅
(6)
巇忋偘柺偺儉儔丄怘偄崬傒偺桳柍傪妋擣偡傞丅
(7)
悺朄傪妋擣偡傞丅
嶲峫幨恀係
亂俰亃柺庢傝
乮巊梡帪娫丂丂係暘乯
丂(1)
柺庢傝僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審傪寛傔傞丅
婎弨
丂
丂
庡幉夞揮悢
俋俆侽乣侾俆侽侽倰倫倣
(3)
僥亅僷晹偺柺庢傝傪峴偆丅
(4)
柺偺僇僄儕傪妋偐傔廋惓偡傞丅
亂俲亃冇係俆晹傪僠儍僢僉儞僌
乮巊梡帪娫丂丂俀暘乯
丂(1)
岺嶌暔傪嵍塃偵擖傟懼偊偰僥亅僷晹偺冇係俆晹傪僠儍僢僉儞僌
丂
亂俴亃冇係侽晹丄 冇俁侽晹抂柺奜宎巇忋偘嶍傝
乮巊梡帪娫丂丂俉暘乯
丂(1)
塃曅恘僶僀僩傪僙僢僩偡傞丅
(2)
愗嶍忦審傪寛傔傞丅
婎弨
丂
丂
庡幉夞揮悢
俋俆侽乣侾俆侽侽倰倫倣
愗傝崬傒検
侽丏侾乣侽丏侾俆倣倣
憲傝懍搙
侽丏侽俆乣侽丏侽俈倣乛倰倕倴
(3)
冇係侽晹偺塃抂柺偺悺朄傪寛傔傞丅乮俀侽倣倣乯
(4)
冇俁侽晹偺塃抂柺偺悺朄傪寛傔傞丅乮俀俆倣倣乯
(5)
冇係侽晹奜宎傪巇忋偘傞丅
(6)
冇俁侽晹奜宎傪巇忋偘傞丅
(7)
悺朄傪妋擣偡傞丅
亂俵亃柺庢傝
乮巊梡帪娫丂丂係暘乯
丂(1)
柺庢傝僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審傪寛傔傞丅
婎弨
丂
丂
庡幉夞揮悢
俋俆侽乣侾俆侽侽倰倫倣
晹昳 (2) 儊僗偺峴掱
丂
亂俶亃弨旛
乮巊梡帪娫丂俉暘乯
丂
乮嶲峫幨恀俆乯
丂(1)
曅恘僶僀僩傪庢傝晅偗傞丅
(2)
愗嶍忦審傪寛掕偡傞丅
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
愗傝崬傒検
俁倣倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
(3)
冇俆俆丏俆亊係俇
(4)
冇俆俆丏侽亊係俇偵巇忋偘傞丅
(5)
冇俁侽丏俆偵寠壛岺峳乮壛岺乯
(6)
冇俁侾亊俆俆乮巇忋偘壛岺乯
乮僶僀僩偑嵍抂柺傑偱敳偗傞帠乯
(7)
柺庢傝傪偡傞丅乮柺庢傝冇俆俆晹偼奜宎丒撪宎偺妏晹乯
嶲峫幨恀俆
亂俷亃奜宎偺冇俆俆晹傪偟偭偐傝偲僠儍僢僉儞僌
乮巊梡帪娫丂侾俆暘乯
丂
乮嶲峫幨恀俇丄俈乯
奜宎丒撪宎壛岺
丂(1)
岺嶌暔傪嵍塃擖傟懼偊偰
(2)
奜宎偺冇俆俆晹傪僠儍僢僉儞僌
(3)
慡挿傪係俆倣倣傑偱抂柺傪嶍傞丅
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
憲傝懍搙
侽丏俁俆乣侽丏係倣乛倰倕倴
(4)
冇俁俋丏俆亊俀侾乮峳壛岺乯
(5)
冇俁俋丏俈亊俀侾乮抂柺巇忋偘乯
(6)
冇係侽亊俀侾乮巇忋偘壛岺乯
婎弨
丂
丂
庡幉夞揮悢
俆俉侽倰倫倣
愗傝崬傒検
侽丏侾乣侽丏侾俆倣倣
憲傝懍搙
侽丏侽俆乣侽丏侽俈倣乛倰倕倴
(7)
柺庢傝傪偡傞丅
乮柺庢傝偼奜宎丒撪宎偺妏晹乯 C 1
撪宎偺墱偺抂柺偺妏晹傕柺庢傝 C 1
嶲峫幨恀俇
乹奜宍壛岺乺
嶲峫幨恀俈
乹撪宍壛岺乺
next